Headstone
Background
Headstones are known by many different names, such as memorial stones, grave markers, gravestones, and tombstones. All of which apply to the function of headstones; the memorialization and remembrance of the deceased. Headstones were originally made from fieldstones or pieces of wood. In some localities, stones (referred to as “wolf stones”) were placed over the body to prevent scavenging animals from uncovering a shallow grave.
History
Archeologists have found Neanderthal graves that date back 20,000-75,000 years. The bodies have been discovered in caves with large rock piles or boulders covering the openings. It is thought that these grave sites were accidental. The wounded or dying had probably been left behind to recover, and the rocks or boulders were pushed in front of the cave for protection from wild animals. The Sharindar Cave in Iraq was home to the remains of a person (c. 50,000 B.C. ) with flowers strewn about the body.
Various other methods of burial have developed as time moved on. The Chinese were the first to use coffins to contain their dead some time around 30,000 B.C. Mummification and embalming were used about 3200 B.C. to preserve the bodies of the Egyptian pharaohs for the afterlife. The pharaohs would be placed in a sarcophagus and entombed with statues representing their servants and trusted advisors, as well as gold and luxuries to ensure their acceptance in the world beyond. Some kings required that their actual servants and advisors accompany them in death, and the servants and advisors were killed and placed in the tomb. Cremation, which started about the same time as mummification, was also a popular method of disposing of the dead. Today it accounts for 26% of disposal methods in the United States and 45% in Canada.
As religions developed, cremation came to be looked down upon. Many religions even banned cremation, claiming it was reminiscent of pagan rituals. Burial was the preferred method, and sometimes the dead were laid out for days in the home so people could pay their respects. In 1348, the Plague hit Europe and forced people to bury the dead as soon as possible and away from the cities. These death and burial rituals continued until cemeteries were overflowing and, due to the numerous shallow graves, continuing to spread disease. In 1665, the English Parliament ruled in favor of having only small funerals and the legal depth of graves was made to stand at 6 ft (1.8 m). This decreased the spread of disease, but many cemeteries continued to be overpopulated.
The first cemetery similar to those seen today, was established in Paris in 1804 and called a “garden” cemetery. The Pèere-Lachaise is home to many famous names such as Oscar Wilde, Frederick Chopin, and Jim Morrison. It was in these garden cemeteries that the headstone and memorials became elaborate works. One’s social status determined the size and artistry of the memorial. Early memorials depicted horrible scenes with skeletons and demons to instill fear of the afterlife in the living. Later in the nineteenth century, headstones evolved in favor of peaceful scenes, such as cherubs and angels leading the deceased upward. The United States established its own rural cemetery, The Mount Auburn Cemetery in Cambridge, Massachusetts, in 1831.
Raw Materials
Early headstones were made out of slate, which was available locally in early New England. The next material to become popular was marble, but after time the marble would erode and the names and particulars of the deceased were indecipherable. By 1850, granite become the preferred headstone material due to its resilience and accessibility. In modern memorials granite is the main raw material used.
Granite is an igneous rock composed primarily of quartz, feldspar, and plagioclase feldspar with other small bits of minerals mixed in. Granite can be white, pink, light gray, or dark gray. This rock is made from magma (molten material) that is slowly cooled. The cooled magma is unearthed through shifts in the earth’s crust and erosion of soil.
Design
There are countless ways to personalize a headstone. Epitaphs range from scripture quotes to obscure and humorous statements. Accompanying statuettes can be carved into, placed on top of, or beside the stone. Size and shape of headstones also varies. Generally, all stones are machine polished and carved, then finely detailed by hand.
The Manufacturing
Process
- The first step is to choose the type (typically marble or granite) and color of the stone. The granite block is then cut from the bedrock. There are three ways of doing this. The first method is drilling. This method uses a pneumatic drill that bores vertical holes 1 in (2.54 cm) apart and 20 ft (6.1 m) deep into the granite. The quarrymen then use 4 in (10.1 cm) long steel bits that have steel teeth to cut away at the core of the rock.
Jet piercing is much faster than drilling, about seven times so. In this method, 16 ft (4.9 m) can be quarried in one hour. The process uses a rocket motor with a hollow steel shaft to expel a blend of pressurized hydrocarbon fuel and air in the form of a 2,800°F (1,537.8°C) flame. This flame is five times the speed of sound and cuts 4 in (10.2 cm) into the granite.
The third way is the most efficient method, quieter, and produces almost no waste. Water jet piercing employs water pressure to cut the granite. There are two systems of water jet piercing, low pressure and high pressure. Both emit two streams of water, but the low pressure system streams are under 1,400-1,800 psi, and the high pressure streams are under 40,000 psi. The water from the jets is reused, and the method minimizes the mistakes and wasted material.
- The next step is to remove the block from the quarry bed. Workers take large pneumatic drills tipped with 1.5-1.88 in (3.81-4.78 cm) steel bits tipped with carbide and drill horizontally into the block of granite. They then place paper-wrapped blasting charges into the holes. Once the charges are set, the block makes a clean break from the rest of the rock.
- Granite blocks are usually about 3 ft (0.9 m) wide, 3 ft (0.9 m) high, and 10 ft (3 m) long, weighing about 20,250 lb (9,185 kg). Workers either loop a cable around the block or drill hooks into either end and attach the cable to the hooks. In both ways the cable is attached to a large derrick that lifts the granite block up and onto a flatbed truck that transports it to the headstone manufacturer. The quarries tend to be independently owned and sell the granite to manufacturers, but there are some larger companies that own quarries.
- After arriving at the manufacturing house, the granite slabs are unloaded onto a conveyor belt where they are cut into smaller slabs. The slabs are generally 6, 8, 10, or 12 in (15.2, 20.3, 25, and 30.4 cm, respectively) thick. This step is done with a rotary diamond saw. The saw is equipped with a 5 ft (1.5 m) or 11.6 ft (3.54 m) solid steel diamond blade. The blade usually has about 140-160 industrial diamond segments and has the ability to cut an average of 23-25 ft 2 (2.1-2.3 m 2 ) an hour.
- The cut slabs are passed under a varying number of rotating heads (usually eight to 13) with differing levels of grit arranged
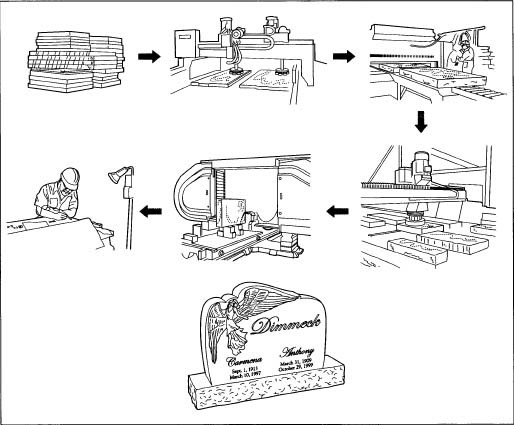
The manufacturing of a headstone.
from the most abrasive to the least. The first few heads have a harsh diamond grit, the middle heads are for honing, and the last few heads are equipped with felt buffer pads. These pads have water and aluminum or tin oxide powder on them to polish the stone to a smooth, glossy finish.
- The polished slab is then moved along the conveyor belt to the hydraulic breaker. The breaker is equipped with carbide teeth that exert close to 5,000 psi of hydraulic pressure on the granite slab, making a vertical cut through the stone.
- The cut stone is then fashioned into the appropriate shape. This is either done by hand with a chisel and hammer, or more precisely with a multi-blade diamond saw. This machine can be set to hold up to 30 blades, but usually is only loaded with eight or nine. Equipped with nine blades, this multi-bladed diamond saw can cut 27 ft 2 (2.5 m 2 ) an hour.
- The surfaces of the stone are then polished again. In a highly automated process, 64 pieces can be polished at a time.
- The vertical edges are polished by an automated polishing machine, similar to the surface polisher. This machine chooses the harshest grit head and works it across the vertical edges of the stone. The machine then works its way through the other grits until the edges are smooth.
- The radial edges are ground and polished at the same time using two diamond grinding drums. One has a harsh grit diamond, and the second has a finer grit. The stone’s radial edges are then polished.
- If intricate stone shapes are needed, the polished stone is moved to the diamond wire saw. The operator adjusts the saw and starts the process, which uses computer software to etch the shapes into the headstone. Any fine etching or detailing is finished by hand.
- The headstone is then ready for finishing. Rock Pitching entails chiseling the outer edges of the stone by hand, giving a more defined, personal shape.
- Now that the headstone is polished O and shaped, it is time for the engraving. Sandblasting is generally used. A liquid glue is applied to the headstone. A rubber stencil is applied over the glue and then covered with a carbon-backed layout of the design. The carbon transfers the design prepared by the draftsman, onto the rubber stencil. The worker then cuts out the letters and design features that are wanted on the stone, exposing them to the sandblasting. The sandblasting is either manually done or automated. Either method is done in an enclosed area due to the dangers of the process. The worker is entirely covered to be protected from the grains reflected off the stone. The course cutting abrasive is exerted at a force of 100 psi. Dust collectors collect and save the dust for reuse.
- The stone is then sprayed with high pressure steam to get rid of any leftover stencil or glue. It is again polished and closely inspected, then packaged in cellophane or heavy paper to protect the finish. The package is placed in crates and shipped to the customer or funeral director.
Quality Control
Quality control is strongly enforced throughout the manufacturing process. Each slab of rough granite is checked for color consistency. After each polishing step, the head stone is examined for flaws. At the first sign of a chip or scratch, the stone is taken off the line.
Byproducts/Waste
Depending on the cutting process used at the quarry, waste varies. Drilling is the least precise method of quarrying, thus producing the most waste. The water jet method produces the least amount of noise pollution and dust. It is also more fuel efficient than the other processes, and enables the water to be recycled. In sandblasting there is little waste also since the sand particles are collected and reused too. Any defective granite stones from the manufacture are generally sold off to other manufacturing companies or exported overseas. Other substandard stones are discarded.
The Future
There are many new techniques that use innovative software to etch designs on headstones. Laser etching is an upcoming development that allows pictures and more intricate designs to be put on the headstone using a laser beam. The heat from the laser pops the crystals on the surface of the granite, resulting in a elevated, light-colored etching.
The depletion of granite is not foreseeable in the near future. As quarries are mined, new resources develop. There are many regulations that limit the amount of granite that can be exported at a time. Alternative methods of the disposal of the dead are also factors that may limit the production of headstones.
Post time: Jan-05-2021